3 min de lectura
Operación de "coating" en los Alimentos Extrusados
Algunas veces es alarmante constatar cómo la operación de "recubrimiento" de las croquetas extrusadas es olvidada, a pesar de su importancia.
Sea en forma líquida y/o en en polvo, la falta de exactitud de la aplicación del coating afecta tres aspectos importantes en el ramo de la nutrición dentro del segmento de alimentos para mascotas: El COSTE del producto, la PALATABILIDAD, y la APARIENCIA.
El resultado es obvio: el producto fuera de su franja de precio es comprado por el Cliente y, en el caso de que sea comprado, la falta de palatabilidad y la mala apariencia ciertamente impedirán una nueva compra.
Abordaremos los casos de sub-dosificación intencional por motivo de costes de la fórmula, además de discutir la importancia de la palatabilidad de un alimento para perros y gatos.
Hablaremos sobre dinero desperdiciado, cuando ocurre la sub- o súper-dosificación por falta de buenos equipos y controles, así como la dosificación no uniforme – aquella que genera productos "manchados", de pésimo aspecto.
Seremos cuidados en no abordar con ejemplos algunos alimentos "Súper Premium", en los cuales se incluye hasta el 15% o más de líquidos, utilizando para ello el proceso de adición a vacuo.
Hablemos de una adición del orden de un 5% (total) de aceite de pollo y palatabilizante hidrolizado, en un alimento de buena performance.
Esos ingredientes cuestan en promedio, hoy día, entre US$ 4 a US$ 5 dólares por kg, y en el caso del aceite de pollo, son raras las veces que observamos que llegan del procesador ya limpio, centrifugado y, a veces, hasta indebidamente tratado contra la oxidación.
Dependiendo de la composición macro de este alimento, el coste de esos líquidos para "coating" puede representar entre el 5% y el 7% del coste total de la fórmula – por lo tanto, no es un coste que deba ser considerado despreciable, principalmente si esa operación es mal realizada, y mal controlada.
Infelizmente son comunes los casos de inventarios mensuales que acusan sorpresas – quiebras o ganancias – en el stock de aceite de pollo o de hidrolizado.
Los problemas empiezan en la operación de recepción:
- Falta de tratamiento adecuado con antioxidantes.
- Ausencia de filtros adecuados antes de la bomba de almacenamiento, en el circuito hasta los tanques diarios de trabajo, y en el circuito hasta los picos inyectores.
- Equipos de adición inadecuados y picos inyectores que no funcionan.
- Ausencia de medidores de flujo confiables.
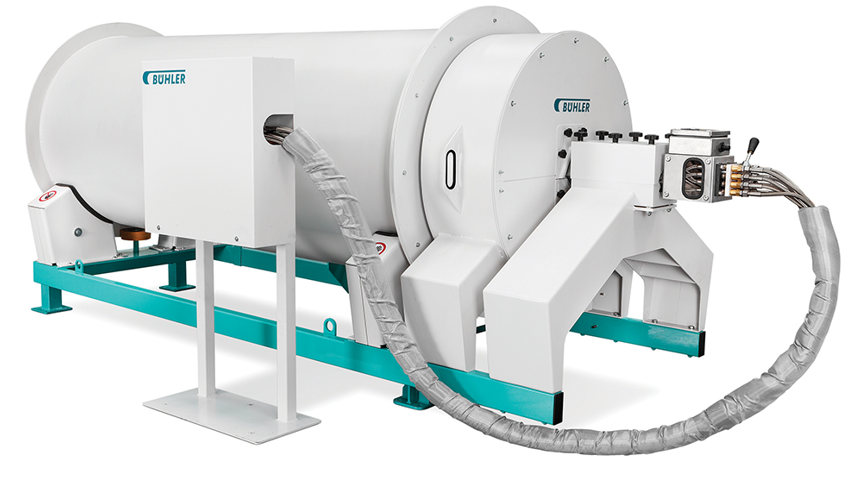
Soluciones antiguas como, por ejemplo, la medición volumétrica en un contenedor y la adición en tambores rotativos aún se utilizan. El resultado de la eficiencia de la aspersión y del control del volumen adicionado en este proceso continuo ciertamente no es lo mejor.
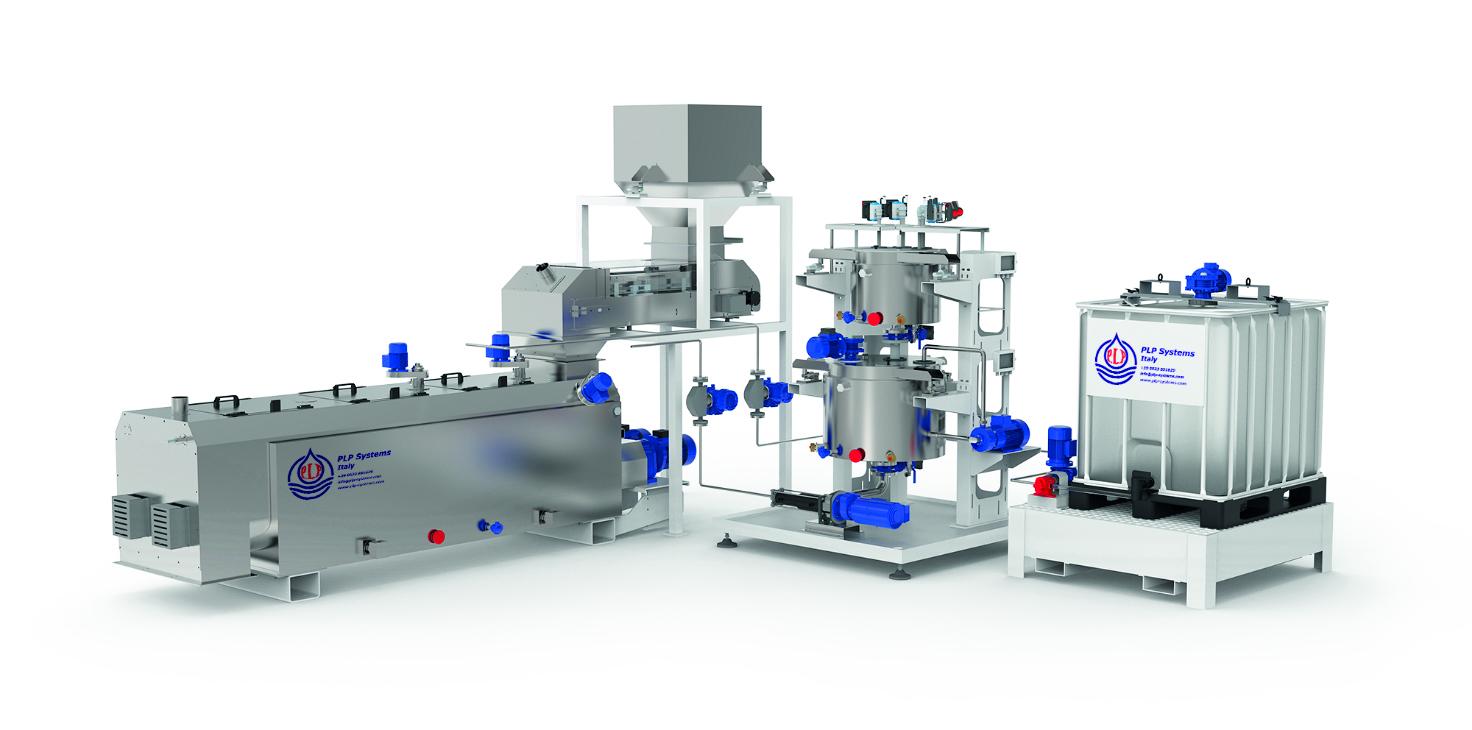
En el caso de que sea utilizado en la opción vacío, el sistema de aplicación de líquidos por porciones, utiliza mezclador de alta performance sobre células de carga, permitiendo la inclusión de líquidos (en el orden correcto) en tasas mayores al 15% en peso.
1) Tambores rotativos y medición volumétrica en contenedores

2) Utilización de paletas, simples o dobles y control de flujo por medidor mecánico/electrónico.

3) Sistemas de adición dobles, con medidores de flujos de masa de líquidos y/o control del flujo de extrusión por pesaje continuo, con un PLC actuando sobre el inversor de frecuencia de la bomba de líquidos.

4) Sistema de balanzas de pesado del líquido y del material extrusado. Aplicación de los líquidos por sistema de batchs en el mezclador de alta performance sobre células de carga.


Como no daña el producto, genera una excelente homogeneización y presenta una variación total de líquidos (y extruidos) en el orden del 1%. Consideramos que la tendencia es la utilización cada vez mayor de ese sistema en los próximos años.
¡Que logremos éxito!
Autor: Fernando Raizer
Te podría interesar: Cobertura completa de las croquetas: considerando detalladamente la pulverización, equipo de recubrimiento / aceitado.

Eventos


REAM 2025
02 al 04 de Septiembre 2025
Guadalajara, Jalisco, México.




Pet Fair South East Asia | Bangkok
29 al 31 de Octubre 2025
Bangkok International Trade & Exhibitions Center (BITEC)
Publicidad